ВВЕДЕНИЕ
|
Оптическое волокно представляет собой среду по передачи различных типов сигналов, включая голос, данные, ВЧ и видео. К сетям передачи постоянно возрастают требования как по скорости передачи, так и по комбинированию разных типов сигналов в одном волокне.
Каждая задача имеет свои требования к полосе пропускания и эти требования постоянно растут в связи с развитием Интернет и частных сетей. Интерет трафик удваивается ежегодно.
Сети общего пользования традиционно используют одномодовый кабель, требующий использования высокотехнологичного инструмента и оборудования. Увеличение полосы пропускания достигается увеличением скорости передачи и использованием разных длин волн в одном волокне. В результате, производители оборудования и материалов уделяют большее внимание пассивным компонентам и их влиянию на общее затухание сети, производительность, надежность и безопасность.
Ключевые параметры, измеряемые в оптическом пассиве, - это вносимые потери и возвратные потери. В целях контроля и улучшения этих параметров производители коннекторов концентрируются на трех вещах: контроль точности геометрических размеров и допусков; визуальный контроль и контроль симметричности торца коннектора (обеспечивает совместимость коннекторов разных производителей). Данные проверки нужны не только для обеспечения рабочих значений вносимого затухания и возвратных потерь при производстве, но и для гарантирования работоспособности коннектора во время эксплуатации. |
|
Требования к полосе пропускания растут
Производители уделяют большое внимание качеству пассивных компонентов |
|
ФИЗИЧЕСКИЕ ТРЕБОВАНИЯ К ТОРЦУ КОННЕКТОРА
Оптический коннектор обычно представляет собой оптическое волокно, окруженное оболочкой (ферулом). Ферул обычно имеет цилиндрическую форму с тонким сквозным отверстием вдоль оси симметрии, в которое вклеено волокно. Торец ферула обычно полируется по сферической форме (см. рис.1)
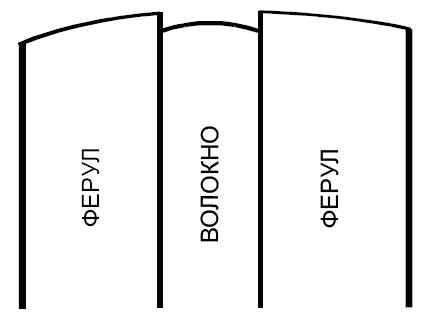
Рис.1 Продольный разрез ферула с волокном.
|
В протяженных сетях с широкой полосой пропускания оптический коннектор должен обеспечивать идеальное соединение двух оптических волокон. В идеале два оптических коннектора соприкасаются и ферулами и волокнами так, что между волокнами не остается воздушного зазора. В этом случае ферулы берут на себя большую часть давления, оказываемого коннекторами при соединении, обеспечивая тем самым гарантию того, что волокна не будут излишне сдавлены. При излишнем давлении волокон друг на друга на несколько порядков ускоряется процесс старения волокна в месте контакта, что ведет к потере рабочих характеристик соединения. Отсутствие воздушного зазора между волокнами гарантирует отсутствие различного рода возвратных отражений, возникающих на границе сред.
Для выполнения данных требований к соединению волокон геометрия полировки торцов ферулов должна соответствовать достаточно жестким критериям. Рис. 2 показывает важные геометрические параметры, которые должны контролироваться при производстве. |
|
Коннектор должен обеспечивать идеальное совмещение волокон
Геометрия полировки должна соответствовать жестким критериям |
|
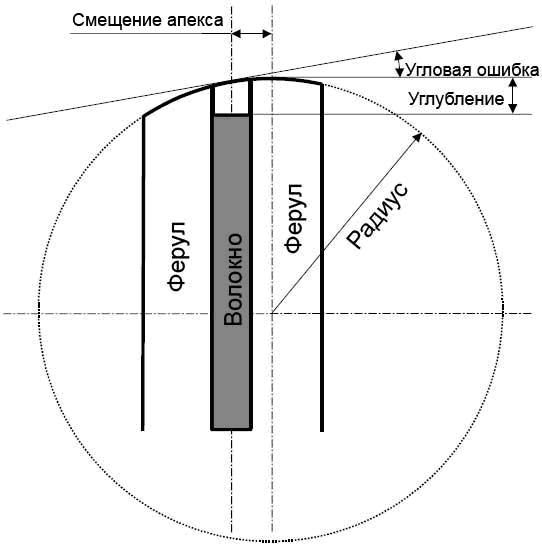
Рис. 2 Важные геометрические параметры торца ферула
Примечание: максимально допустимое углубление находится в функциональной зависимости от радиуса полировки. Будущие стандарты так же будут учитывать величину смещения осей в дополнение к радиусу полировки как параметр, определяющий максимальное углубление.
Рис.3 показывает типичные погрешности геометрии и их влияние на параметры соединения.
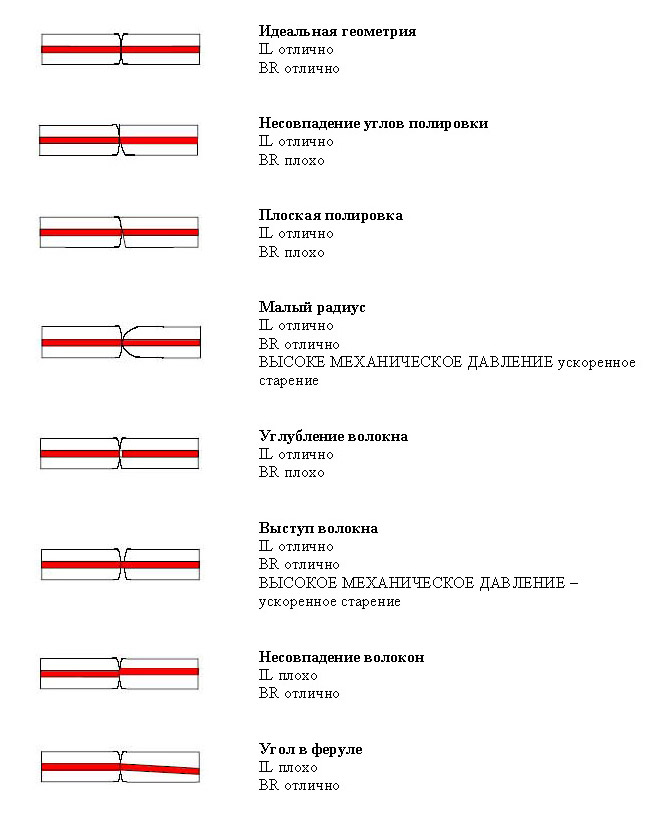
Рис.3 Типичные погрешности геометрии и их влияние на параметры соединения.
Пример требований к геометрическим параметрам SC коннектора по IEC:
|
Допустимый диапазон |
мин |
макс |
мин |
макс |
Мин |
Макс |
|
Полировка PC |
10 |
25 |
0 |
100 |
0 |
50 |
|
Полировка APC |
5 |
12 |
-100 |
100 |
0 |
50 |
Измеряемая область над торцом ферула обычно составляет 250 мкм и по оси Z менее 1 мкм, что позволяет достаточно точно определить значение углубления волокна. Обычно, поверхность полированного торца ферула не имеет резких (ярко выраженных) изменений по высоте. В таком случае оптическая монохромная интерферометрия в комбинации с фазовым сдвигом является идеальным инструментом для контроля геометрических параметров.
ОСНОВЫ МОНОХРОМНОЙ ИНТЕРФЕРОМЕТРИИ
|
Интерферометрия – метод безконтактного оптического исследования поверхностей, таких как торец ферула, позволяет проводить измерения по оси Z с высокой точностью (обычно до нескольких нанометров).
Интерферометрия использует волновые свойства света. В обычном интерферометре (см. рис. 4) два изображения исследуемого объекта совмещаются на видеокамере. Одно изображение берется с плоской поверхности (с зеркала), второе берется непосредственно с измеряемого объекта. |
|
Интерферометр позволяет проводить измерения с точностью до нескольких нанометров |
|
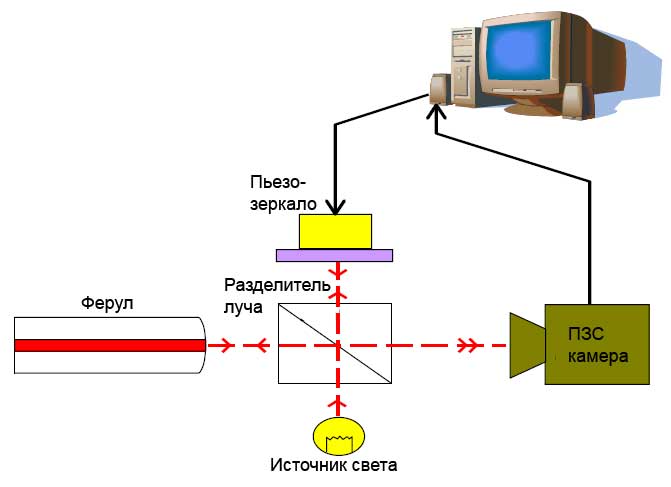
Рис. 4. Схема получения изображения интерферометром
При определенных условиях суперпозиция изображений (волновые фронты) может создать интерференцию, результат которой носит название «интерферограмма». На рис.5 показан пример такой интерферограммы.
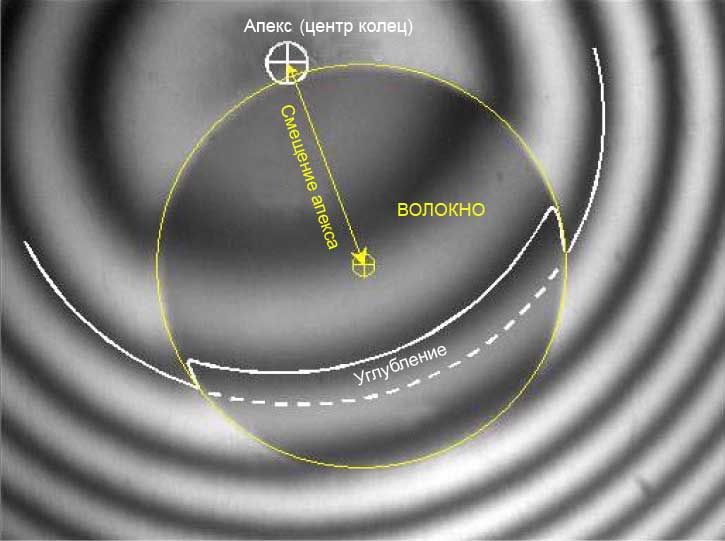
Рис. 5. Пример интерферограммы
Простой просмотр данного изображения дает представление о реальной поверхности торца ферула. Интерференционные кольца по аналогии с географическим картами представляют собой линии одинаковой высоты (горизонтали). Изменение по высоте разделяет кольцо точно по средине длины волны источника света, в данном случае 0.33 мкм. Кольцевая структура черных и белых полос означает сферичную исследуемую поверхность. Центр колец совпадает с наивысшей точкой торца (апексом). В идеальном случае апекс должен совпадать с осью волокна. Если апекс и центральная ось волокна не совпадают, то величину несовпадения называют «смещение апекса». Количество видимых колец позволяет оценить радиус сферической поверхности полировки, а ступеньки на кольцах показывают различие по высоте между ферулом и волокном.
Количественный и автоматизированный анализ топологии поверхности возможно с использованием технологии, названной техникой «смещения фаз».
ТЕХНИКА СМЕЩЕНИЯ ФАЗ
Данная техника основана на идее, что кривизна измеряемой поверхности связана с разницей фаз каждой точки изображения между двумя интерферирующими фронтами. Однако, наши глаза и другие сенсоры не могут определять фазу, а только интенсивность. Интерференция, однако, преобразует данные о фазе, которые мы не можем наблюдать, в информацию об интенсивности, которую мы можем оценить количественно. В каждой точке изображения интенсивность интерференционного наложения является функцией трех неизвестных, названных амплитудой, контрастом и фазовым сдвигом двух волновых фронтов (последний параметр нам как раз и нужно измерить).
Последовательно внося известный фазовый сдвиг между двумя интерференционными волновыми фронтами и записывая результирующее изображение каждый раз (минимум три раза), мы можем измерить три неизвестных параметра, особенно значение фазового сдвига для каждой точки, результатом чего будет полученная «карта фаз», пример которой показан на рис. 6
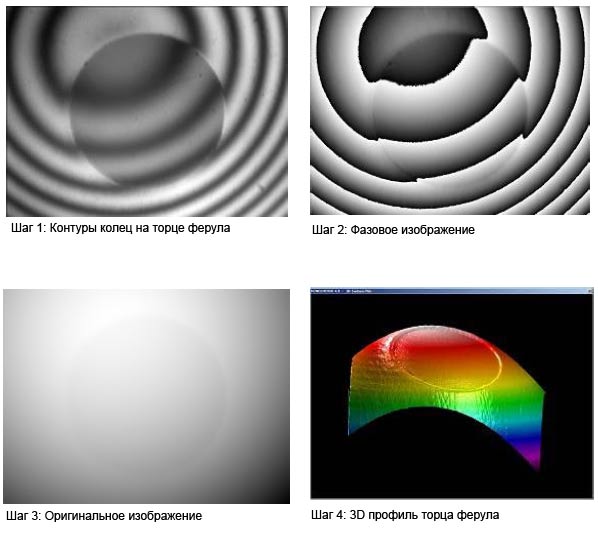
Рис. 6. "Карта фаз"
Просчет и отображение топологии поверхности торца ферула с использованием техники сдвига фаз и благодаря вычислительным возможностям современных компьютеров занимает несколько секунд.
Данные по вычисленной однажды поверхности позволяют быстро и точно определить геометрические параметры поверхности (такие как Радиус, Смещение апекса, Углубление и т.п.)
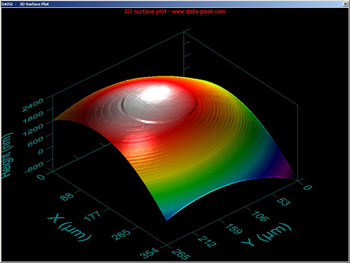
Некоторые результаты измерений показаны ниже.
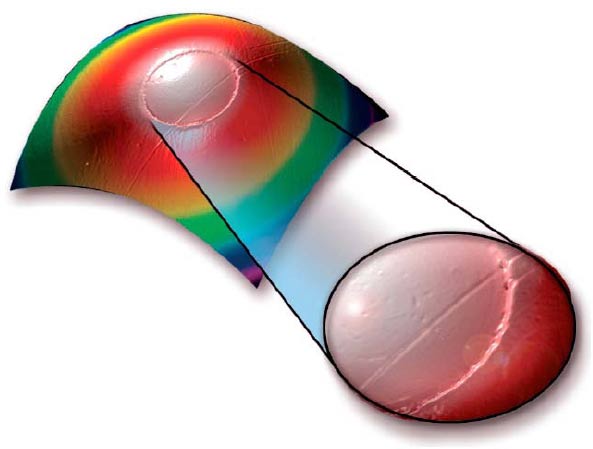
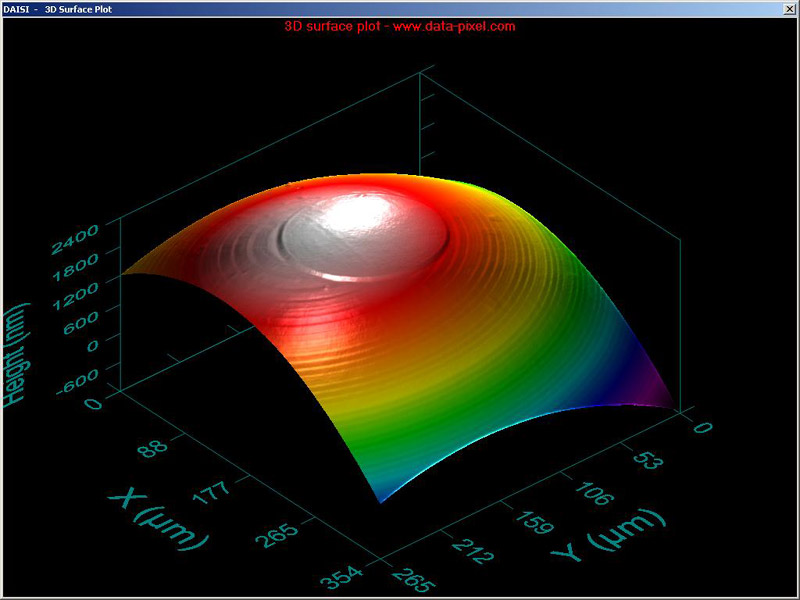
Рис. 7. 3D поверхность торца ферула
|
Смоделированная 3D поверхность торца ферула. Волокно, расположенное в центральной части изображения содержит глубокую царапину. Так же видны пузырьки в эпоксидном клее на границе между волокном и ферулом. Величина углубления в данном примере около 140 нм.
Значения измеренных параметров могут быть автоматически сравнены с предустановленными (эталонными) значениями и а основе сравнения может быть сгенерировано решение о соответствии данного коннектора принятым стандартам. |
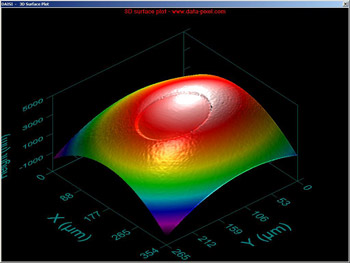
|
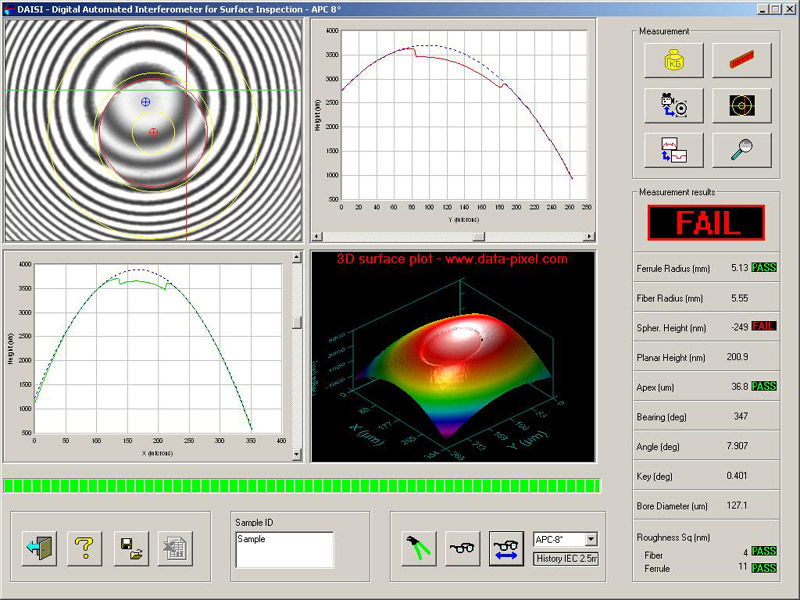
Даже визуальный контроль данного образца позволяет говорить о его несоответствии стандартам |
|
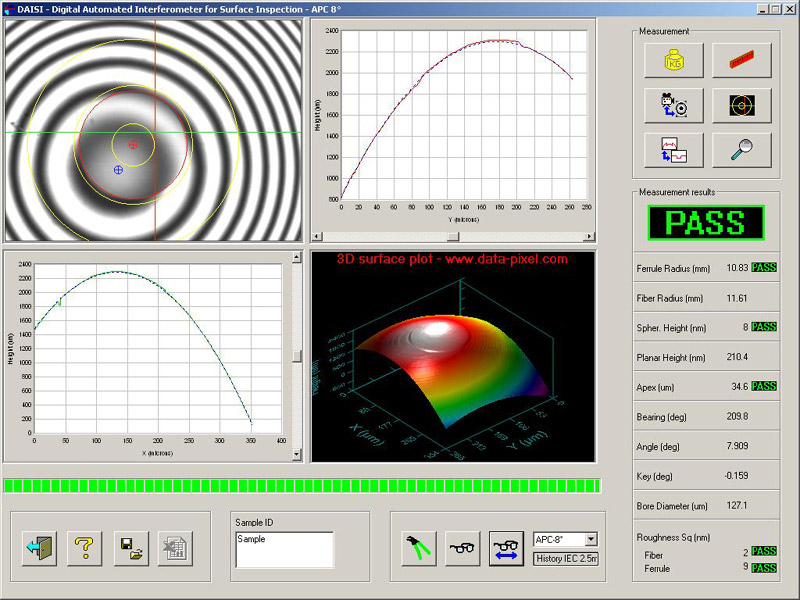
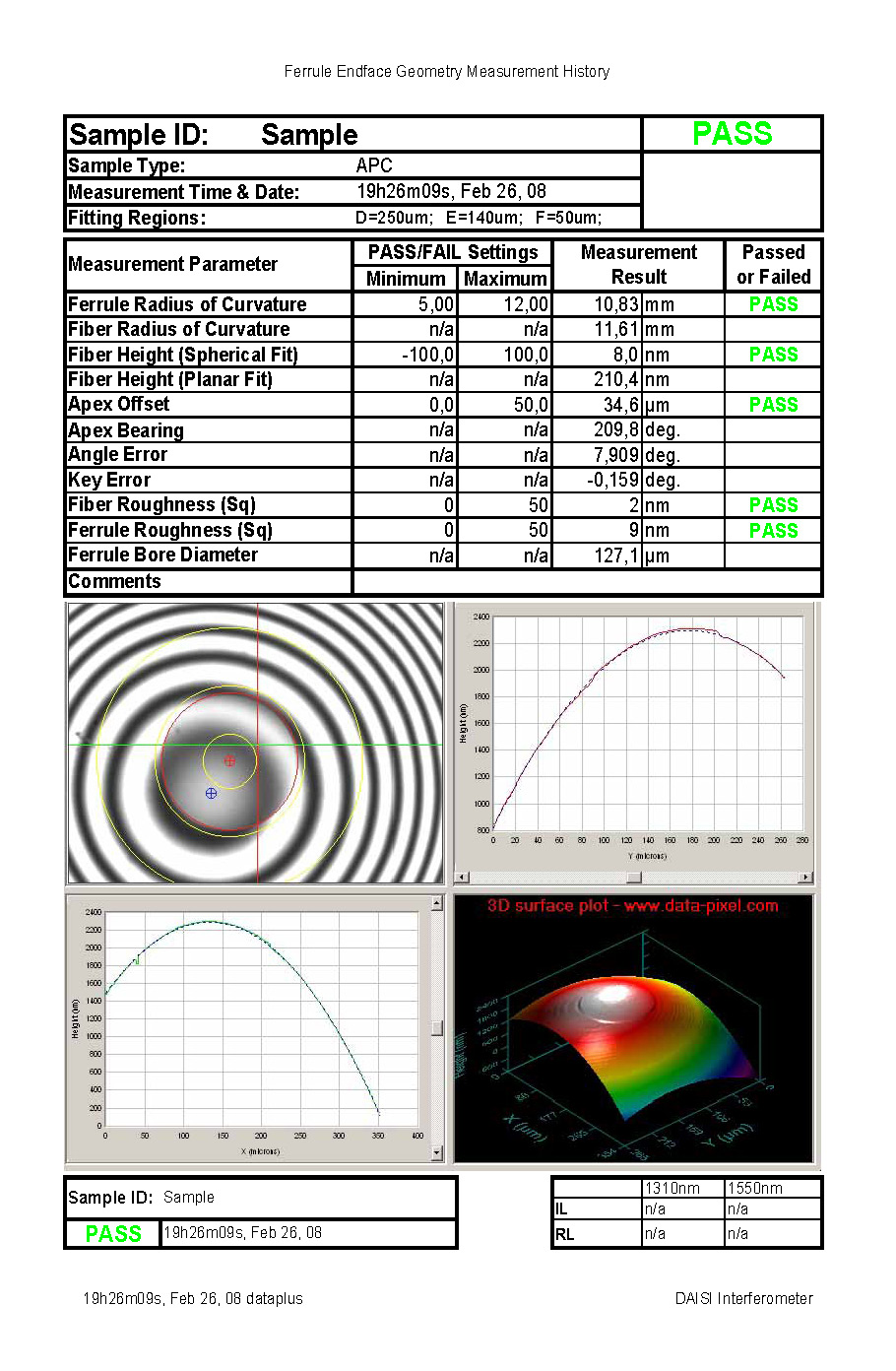
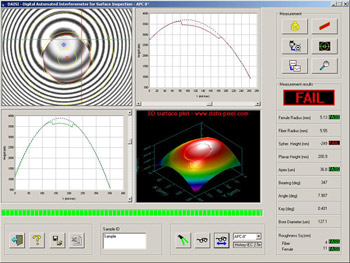
Пример автоматически сгенерированного отчета по коннектору, соответствующему стандартам:
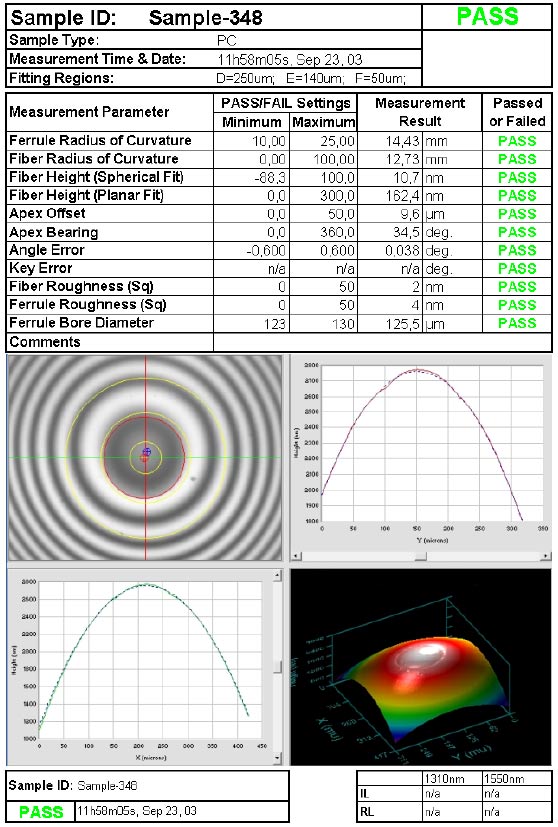
Рис. 8. Пример отчета интерферометра
|
Интерферометр, программное обеспечение и обслуживающий систему компьютер являются очень дорогостоящим оборудованием. Тем не менее, мы сочли целесообразным приобрести и наладить систему качества при производстве оптических шнуров, дающую стопроцентную гарантию качественного изделия.
Процесс контроля качества каждого изделия многоступенчатый, занимает достаточно много времени, и вместе с паспортизацией изделия, занимает до 4 минут на один оптический шнур, и естественно, сказывается на цене изделия. Между тем, множество производств оптических шнуров, в т.ч. в Китае, ограничиваются лишь приобретением полировальной машины, микроскопа и измерителей потерь и затухания. При этом в условиях массового производства нередко паспортизация на деле не производится, а вместо соответствующих измерений вписываются стандартные параметры с незначительным разбросом для придания «правдоподобности». В условиях нашей лаборатории были проверены десятки китайских оптических шнуров, и в большинстве случаев паспорт изделия не соответствовал фактическим характеристикам, т.е. был выписан без проведения измерений. Геометрия ферула во всех случаях не соответствовала стандартам.
Конечно, произведенные в условиях скоростного и массового производства в Китае оптические шнуры работоспособны. Это показала многолетняя практика продаж нами китайских шнуров. В большинстве задач, когда длины магистралей не превышают 10~20 км, а скорости передачи данных ограничены 1 Gb/s китайские патчкорды и пигтейлы не принесут ощутимых проблем, но на сетях масштаба города и тем более на протяженных магистралях со скоростями передачи 10 Gb/s и выше, а также использование технологии CWDM и DWDM, правильная геометрия коннекторов становится одним из решающих факторов, гарантирующих работоспособность сети.
Мы не прекращаем поставки бюджетных решений, и по-прежнему предлагаем клиентам продукцию китайского производства. Но желающие иметь гарантированно качественное изделие, действительно прошедшее паспортизацию, выполненное на коннекторах высокого качества, приобретают . |
|
Система качества при производстве оптических шнуров обязательно должна включать в себя проверку интерферометром
Правильная геометрия коннектора является одним из решающих факторов, гарантирующих работоспособность сети |
|
|
.jpg)
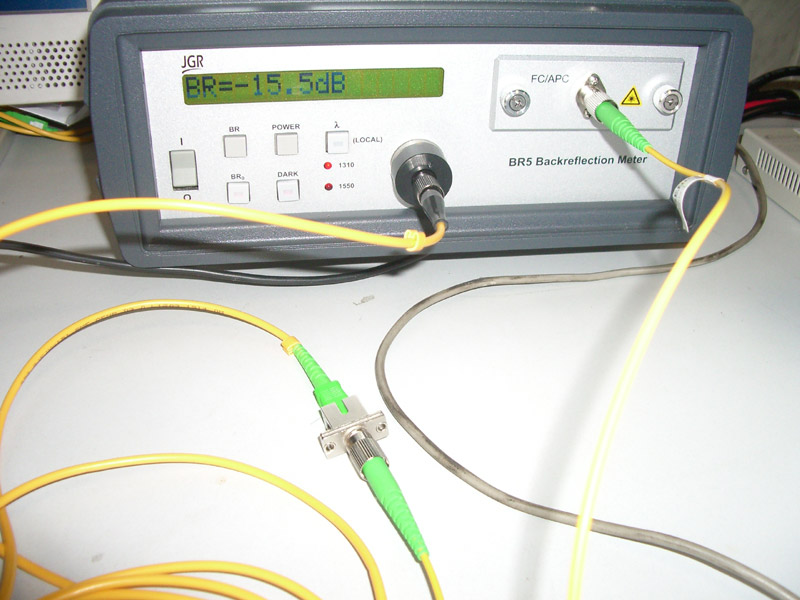
Рабочее место, на котором производится паспортизация оптических шнуров на нашем производстве. Измерения проводятся на микроскопе, измерителе возвратных потерь и затухания, интерферометре. На каждое изделие выписывается паспорт. Паспортные данные хранятся в нашей базе данных бессрочно. |

Готовый паспорт изделия (для каждого коннектора указываются параметры возвратных потерь и вносимых потерь для двух длин волн - 1310 и 1550). Указываются данные производителя, наименование изделия, уникальный серийный номер изделия, штрих-код. |
СРАВНИТЕЛЬНАЯ ТАБЛИЦА ИССЛЕДОВАНИЯ ОПТИЧЕСКИХ КОННЕКТОРОВ:
|
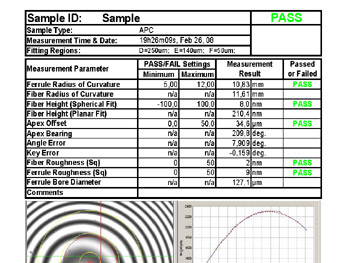
Оптический шнур SC/APC-SC/APC производства нашей компании |
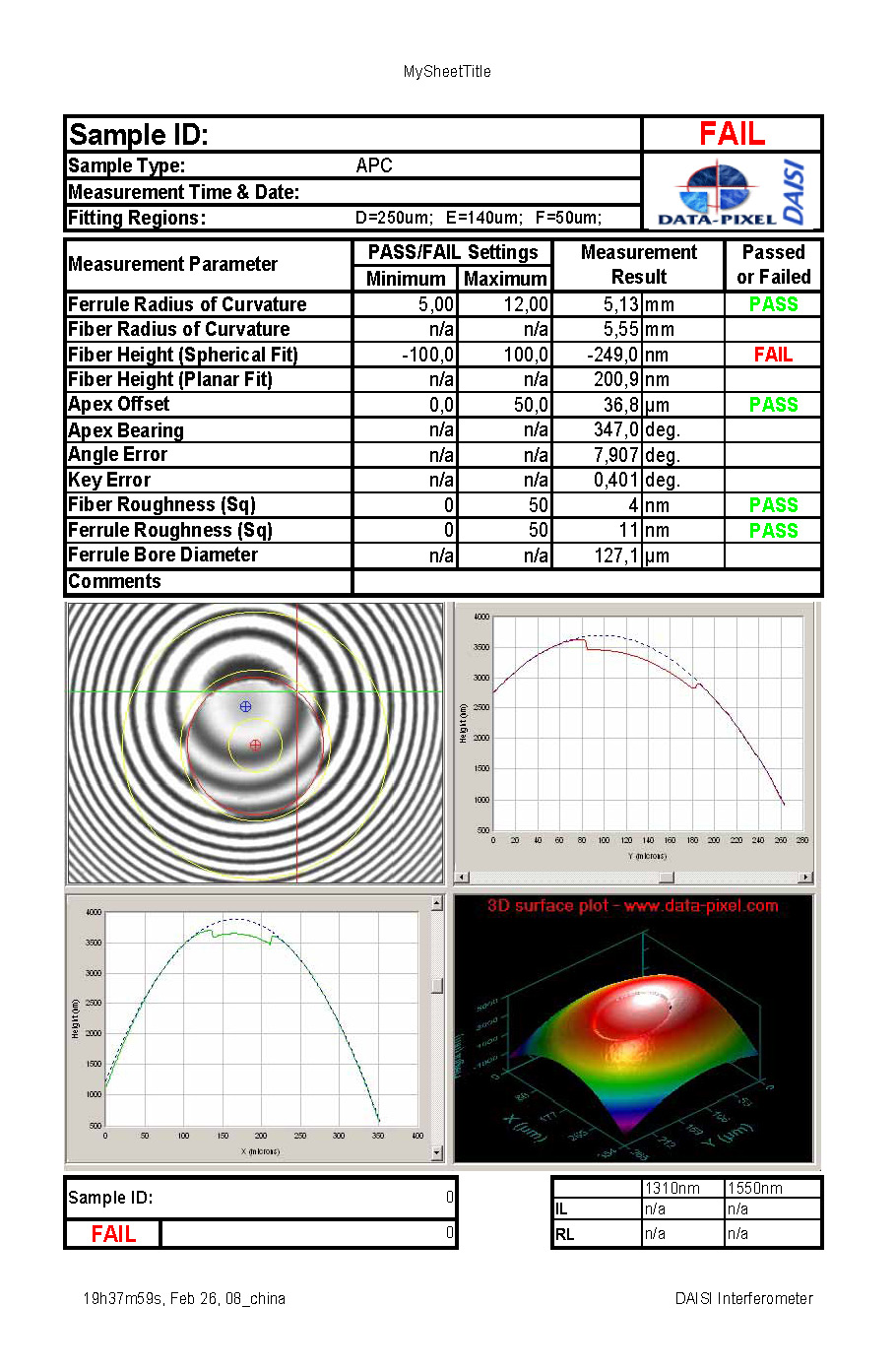
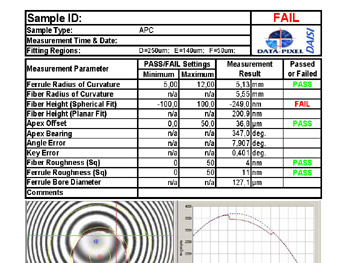
Оптический шнур SC/APC-FC/UPC китайского производства |
|
|
|
|
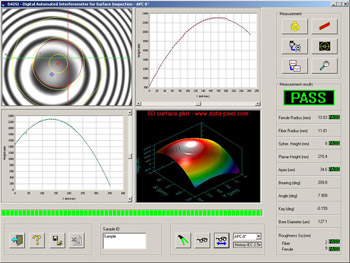
Скриншот основного отчета проверки геометрии
|
|
|
|
|
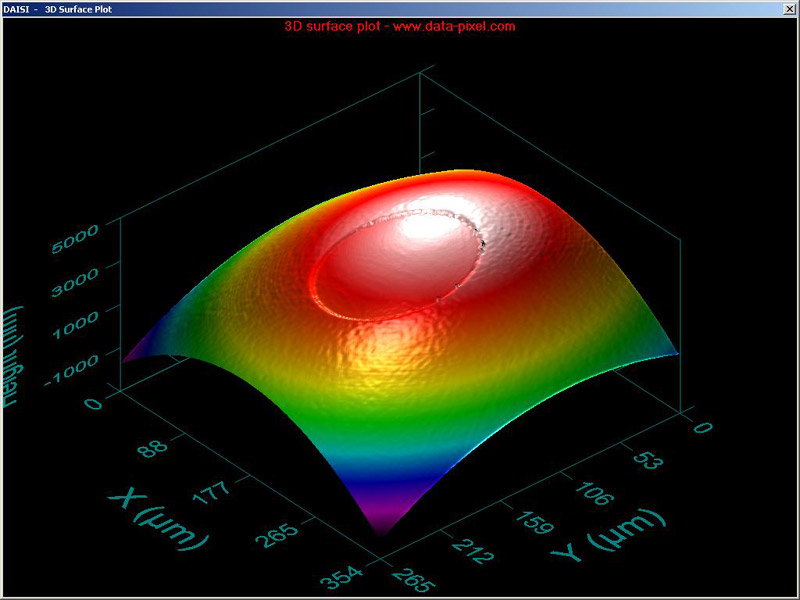
У китайского шнура явно видна "утопленность" волокна. По границе волокна и ферула видны сколы волокна (черные точки)
|
 |
 |
|
Вносимые потери коннектора
|
 |
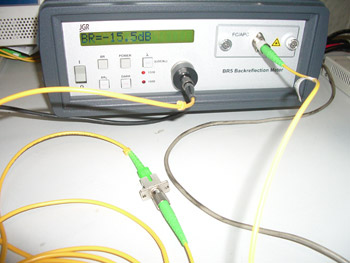 |
|
Возвратные потери коннектора. Низкое значение у китайского коннектора
обусловлено большим заглублением волокна отностительно поверхности ферула
|
 |
 |
|
Итоговый отчет интерферометра
Утопленность у китайского коннектора превышена в 2,5 раза! На графике и изображении контура колец виден явный скачок колец. Радиус полировки очень близок к нижней границе допустимого значения. |
|